Abstract: Based on the introduction of the system composition and control scheme of the shaped bottle packing, this paper proposes a solution to the transportation and bottle finishing of the shaped bottle, and discusses the role of the servo motor in the process of the shaped bottle packing and the different transmission schemes of the bottle filling process. The advantages and disadvantages of the initial position in the control process. Key words: shaped bottle; packing machine; servo motor 1. Single row conveyor belt 2. Bottle lane changing mechanism 3. Bottle conveying mechanism
Abstract: The structure and control project of the carton packing machine for irregular shaped bottles was introduced. The methods of conveying and sorting the irregular shaped bottles was provided. The function of servo motor used in carton packing process was discussed. The advantages and shortcoming of Different transmission in gripping bottle process was compared. The function of initialized position in control process was demonstration.
Key words: Irregular shaped bottle Carton packaging Servo motor
1 Introduction
In the fast-moving consumer goods industry, liquid products such as alcohol, daily chemicals, and condiments are increasingly focusing on personalized packaging of products. A wide variety of shaped bottles (irregular round bottles) are dazzling and prosperous. In today's industrial production, the packaging of shaped bottles presents a new topic for the packaging machinery industry. Through market research, on the basis of the standard shape-packing machine, research and development of the packing machine adapted to the shaped bottle, the effect after entering the market is good, and has been well received by users.
2 system assembly of the shaped bottle packing machine
2.1 Packing machine composition and technical specifications
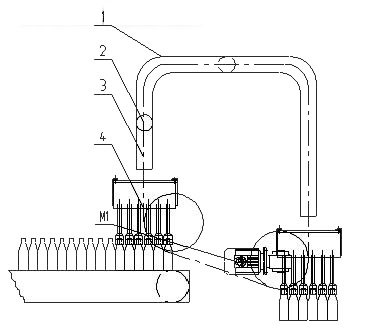
(1) Composition. The special-shaped bottle packing machine is mainly composed of a bottle conveying mechanism, a box conveying mechanism, and a bottle-carrying and packing mechanism, as shown in FIG. 1 . The bottle conveying mechanism transports the shaped bottles sent in a single row through the lane change, and conveys the single row of bottles into a plurality of bottles to meet the needs of bottle-catching. The box transport mechanism transports the bottling box and the bottling box. The bottle-carrying mechanism packs the regularly arranged bottles according to a certain trajectory, and can hold one or more boxes at a time.
(2) Main technical indicators. Carton size: design adjustment range according to user requirements; bottle type specification: design adjustment range according to user requirements; production speed: 12 boxes / minute (adjustable); power supply: 380V, 50HZ; total power: 4kw; gas consumption: 0.6m3 / Min, gas pressure: 0.6Mpa. 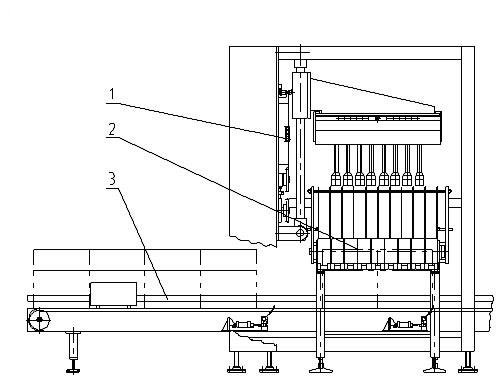
In the figure: 1 Bottle-carrying mechanism 2 Bottle conveying mechanism 3 Box conveying mechanism Figure 1 Schematic diagram of the configuration of the shaped bottle packing machine
2.2 Packing machine control plan
The control system of the special-shaped bottle packing machine is mainly composed of programmable controller G1, human-machine interface G2, servo control driver A1, servo control driver A2, inverter A3, inverter A4, and detection/execution components, as shown in Fig. 2. G1 and G2 form the core and operation interface of the control system, and all control parameters can be completed on the man-machine interface. The servo control drives A1 and A2 drive and control the servo motors M1 and M2 to complete the control of the bottle change and packing process. The PLC sends pulses to A1 and A2 through the high-speed output port, and changes the transmission frequency and quantity of the pulses to control the operation of the servo motor. A3, A4 inverter control motor M3 and M4, complete the delivery of bottles and boxes, control the speed and start and stop of motors M3 and M4 through RS485 bus. 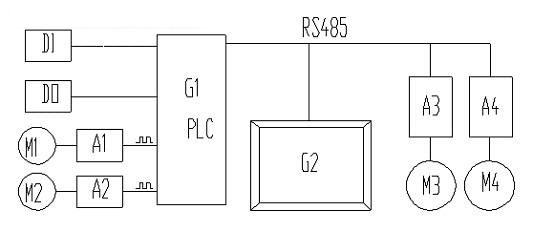
Figure 2 Schematic diagram of the control system of the special-shaped bottle packing machine
3 Packing mechanism bottle analysis and design
After filling and labeling the product, the bottles are transported to the packing equipment in a single or double row (changed by a specific mechanism) through the conveyor chain. For a round bottle, it can be changed from a single column to a plurality of columns by pushing and escaping each other, and the bottle forms a regular arrangement in the multi-column chain. For a shaped bottle, it is impossible to push and avoid each other from a single column to a plurality of columns. For the packing of shaped bottles, the delivery of bottles is a key issue and we have adopted two solutions.
3.1 One column variable multi-column conveying and finishing method
A row of multi-column transport finishing method (hereinafter referred to as method 1) is shown in FIG. 3, and the bottles transported in a single row are sequentially sent to the respective rows of the multi-row conveyor chains by the M2 control moving device, so that the transport of one row of bottles is changed. The advantage of multiple delivery is that the delivery of the bottle is almost uninterrupted.
In the process of controlling the displacement of the servo motor M2, there is an initial position setting for the servo motor M2. In order to make the number of bottles on each track uniform, it is necessary to count the bottles entering each lane, and the number of sidewalks is 2 in the middle lane. In order to reduce the number of movements, the bottle stopper device moves in synchronization with the path mechanism in order to prevent the bottle from being caught during the tunneling process.
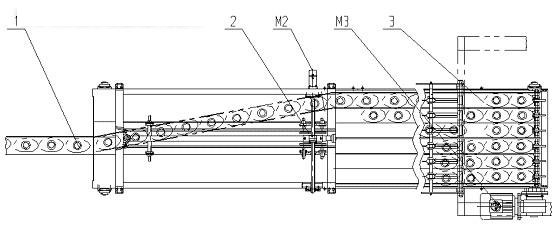
Fig. 3 Schematic diagram of bottle sorting of a multi-column of a shaped bottle
3.2 column change line step transfer finishing method
As shown in FIG. 4, the column-changing step-by-step conveying and finishing method (mainly referred to as method 2) is mainly composed of a single-double-row conveyor chain, a single-row-changing double-row mechanism, and a multi-row conveyor step chain. The motor M3 drives the single and double row conveyor chain, and the servo motor M2 drives the multi-row conveyor step chain, moving two rows of bottles each time. The purpose of the single row and double row is to reduce the waiting time of the servo motor M2 step and increase the conveying speed of the bottle. The method is simple in mechanism and relatively easy to control.
3.3 Comparison of two methods of conveying and finishing
The common point is that all the shaped bottles can be changed from one column to multiple columns, and the precise operation function of the servo motor is adopted. The mechanical method and the control method of the different method 1 are more complicated than the method 2, the input finishing speed of the method 1 is faster than the method 2, the method 1 does not change the conveying direction of the bottle, the method 2 changes the conveying direction of the bottle, and the method 1 is different from the method 2 The device layout is simple. 
In the picture: 1 single row variable double column mechanism 2 double row bottle chain 3 rows of bottle conveyor chain Figure 4 shaped bottle from column row of row finishing diagram
4 Design and control of bottle grabbing
4.1 Composition of bottle grabbing
The bottle-carrying box is mainly composed of a drive and transmission system, a bottle grabbing mechanism, an unpacking mechanism (for the carton), and a guiding mechanism (horizontal and vertical directions). The drive is driven by the servo motor M1 to precisely control the operation according to the movement trajectory of the packing process. The grabbing mechanism is designed according to different bottle types and box types. According to the design, one or more boxes can be caught at a time. The unpacking mechanism is mainly for the carton, and the upper box of the carton is separated to facilitate the loading of the bottle. The guiding mechanism is used for guiding during the packing process, including horizontal and vertical directions. The vertical guiding mechanism is mounted on the horizontal guiding mechanism and can be moved horizontally as a whole.
4.2 Design of the movement track of bottle grabbing
(1) Large sprocket transmission scheme. The transmission relationship diagram of the large sprocket transmission scheme is shown in FIG. 5, and is composed of a driving large sprocket, a transmission chain, and a bottle grabbing mechanism. The servo motor M1 drives the large sprocket, and the small sprocket of the two passive wheels orients the transmission of the chain to improve the smoothness of the transmission. The reduction gear of the large reduction ratio increases the driving torque, and the load of the bottle is concentrated on the chain. Through the guiding mechanism, under the action of the chain, the plane two-dimensional movement is carried out, and the bottle is smoothly grasped from the conveyor chain and placed in the empty box. 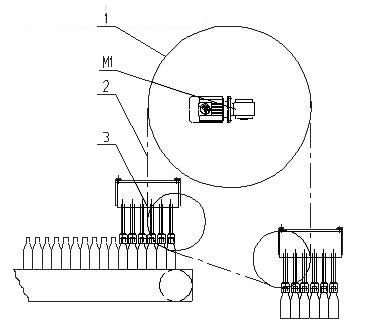
In the figure: 1 drive large sprocket 2 transfer chain 3 grabbing mechanism Figure 5 capture bottle packing relationship diagram (1)
(2) Transmission scheme of small sprocket plus slide rail. The transmission relationship diagram of the transmission scheme of the small sprocket plus the slide rail is as shown in FIG. 6 , and is composed of a driving small sprocket, a passive small sprocket, a transmission chain, a sliding rail, a bottle grabbing mechanism and the like. The servo motor M1 drives the small sprocket to reduce the transmission torque. The reduction ratio of the reducer is relatively reduced, which increases the torque of the drive motor. The load of the bottle is concentrated on the chain or the sliding wheel. Disadvantages. Through the guiding mechanism, the plane two-dimensional movement is carried out, and the bottle is smoothly picked up from the conveyor chain and placed in the empty box.
In the figure: 1 moving slide 2 sliding joint bearing 3 conveying chain 4 gripping mechanism Figure 6 Schematic diagram of gripping and packing transmission relationship (2)
4.3 The role of the initial position in the motion control process
For any one transmission scheme, the servo motor M1 cannot run continuously. It must run in reverse rotation according to a certain running track. After the bottle is finished, it can be run in the forward direction. After the bottle is finished, the bottle is reversed and then the bottle is taken. In order for the servo motor M1 to operate in an orderly manner, the servo motor M1 must have an initial position, and the initial position is generally set above the grip bottle. During the packing process, the bottles and the boxes are not in place, and the bottle grabbing mechanism waits at the initial position, and starts to operate the bottle grabbing and packing. Normal stop at the initial position, stop at any position during emergency stop, continue to run after power on.
4.4 Simple and intelligent control method
The mechanical bottle grabbing mechanism will have a bottle bottle phenomenon during the process of bottle grabbing and packing. The phenomenon of the card bottle is detected by the photoelectric switch, and the ordinary cartoning machine can only be solved by stopping the machine, otherwise the bottle grabbing head and the like are damaged. For the special-shaped bottle packing machine, due to the servo motor control, if the bottle is bottled at the gripping bottle during the control process, the bottle grabbing mechanism will return to the initial position and then descend to the gripping position. If the bottle is in the packing box, The bottle grabbing mechanism slowly reverses the distance of one bottle and then drops to the packing position. In this process, the operator can handle the bottle bottle phenomenon in time, without timely processing, detecting the bottle again, the device automatically stops, reducing the number of failures and downtime, and protecting the bottle grabbing mechanism from damage.
5 Conclusion
The packing machine of the special-shaped bottle is designed from the mechanical design with simple and easy debugging. It solves the problem of conveying and sorting of the shaped bottle well. The superiority of the servo motor is adopted for the first time in the design of the packing machine, which simplifies the machine. Institutional design. In order to protect the technical rights of designers, this paper has designed and discussed the methods and ways to solve the problems. The specific implementation process and control methods are inconvenient to describe, please understand. Reverse the adjustment of the running process, and can also be used as a unloading machine by modifying the program.
References (omitted)
Author brief introduction Zhang Youliang (1962-) male senior engineer, has long been engaged in the electrical design and research work of food, beverage, dairy, packaging machinery.
Address: D-2-502, Aiju Garden, No. 192 Ziqiang West Road, Xi'an
Postal code: 710014
Telephone, 13609185200